|
|
www . ZeitSpurenSuche . de |
|
- Wirkwaren (Seite 1) - Ausrüstung der Gewebe (Seite 1) - Das Färben - Das Bedrucken - Spitzenkunde - Knöpfe - Zutaten - Ausputz Textilkunde (Seite 2) |
Das FärbenDie Kunst des Färbens reicht weit bis ins Altertum zurück. Die verwendeten Farbstoffe wurden zum größten Teil aus Pflanzensäften und zum geringeren Teil aus tierischen Produkten hergestellt. Hierbei sei an das heute vielfach noch übliche Färben der Bauern mit den unreifen Schalen der Walnuß erinnert. [Vermutlich war nicht das Färben der Bauern üblich, sondern das von ihnen angewandte Verfahren.] Bei den Phöniziern fand man einen Purpur, der später in dieser Farbkraft nie mehr erzeugt wurde. Dieser Purpurfarbstoff wurde von der Purpurschnecke gewonnen. Die Phönizier brachten diesen Farbstoff von ihren Handelsfahrten aus Ägypten, Indien oder China mit. Von ihnen gelangte die Kenntnis hiervon zu den Römern und Griechen. Durch die Völkerwanderung ging dem Abendland die Kunst des Färbens verloren, während sie im Morgendland immer weiter gedieh und wahrscheinlich erst wieder durch die Kreuzzüge in Europa bekannt wurde. Einen großen Aufschwung nahm die Farbenindustrie durch die deutsche Erfindung der Anilin- und Teerfarbstoffe. Durch die Erfindung der wasch- und lichtechten Indanthrenfarben der Firma Bayer I.G. hatte Deutschland eine Vorrangstellung in der Welt. Vom Wesen der Färbung: Um den Spinnstoffen den für ihre Verwendung praktischen Ton zu geben, müssen sie gefärbt werden. Das Färben ist eine Veredlung der Fasern, die darin besteht, daß man sie mit den Lösungen geeigneter Farbstoffe nach besonderen Methoden behandelt. Es kann folgendermaßen gefärbt werden: Faserfärbung, das ist der unversponnene Spinnstoff. Garn- oder Strangfärbung, das ist der Faden. Stückfärbung, das ist der fertig gewebte Stoff. Die unversponnene Faser wird gefärbt, wenn sie mit weißen oder bunten Fasern gemischt werden soll, zur Herstellung melierter Garne oder Stoffe, z.B. Tiroler Gebirgsloden; auch wenn die Stoffe stark gewalkt werden müssen, wie Uniformstücke und schwere Decken. Als Garn färbt man die verschiedenen Spinnstoffe, wenn sie zu bunten Stoffen verwebt werden sollen, z.B. Schotten und Streifen. Ferner alle Strick- und Stickgarne, sofern sie nicht meliert sind. Garne für Teppiche, Fantasieartikel, Posamenten [Besatzartikel, funktionslose Schmuckelemente auf Textilien] und Wirkwaren. Im fertigen Stück werden die meisten einfarbigen Herren- und Damenstoffe gefärbt. Ferner Samte, Plüsche, Tricotagen, Besatztuche, Futterstoffe, Bänder und Hüte. Nach der Widerstandskraft der Farben gegen Licht, Luft, Wasser und Chemikalien unterscheidet man echte und unechte Farben. Farbechtheit liegt vor, wenn die Farbe den normalen Ansprüchen widersteht. Echtheitsprüfungen: Lichtecht, durch längeres Einwirken des Sonnenlichtes. Wetterecht, durch Liegenlassen eines farbigen Stoffes im Freien, um die Einwirkung von Regen und Feuchtigkeit zu prüfen. Waschecht, durch Behandlung mit warmem Seifenwasser. Kochecht, durch halbstündiges Kochen in einer Seifenlauge. Schweißecht, durch ein Bad in Salmiakwasser. Bügelecht, durch Bügeln mit nassem Tuch, bis das Tuch trocknet. Reibecht, durch kräftiges Reiben mit weißem, trockenem Tuch. Bis in die Mitte des vorigen Jahrhunderts [= 19. Jh.] färbte man nur mit Farbstoffen, die aus dem Pflanzen- und Tierreich stammten, z.T. auch mineralischen Ursprungs waren. Aus dem Pflanzenreich sind die bekanntesten Farbstoffe Indigo (blau), Waid (gelb), Krapp (zyklam), Kreuzbeeren und die verschiedenen Farbhölzer wie Gelbholz zu erwähnen. Aus dem Tierreich ist die Purpurschnecke eines der ältesten Färbemittel. Ferner verschiedene Schildläusearten. In Mexiko wurde auf bestimmten Kakteen die "Cochennille" gezüchtet, eine Schildlaus, die für die lebhaften Scharlachfärbungen unentbehrlich war. 1856 fand man durch einen Zufall den ersten künstlichen Farbstoff. 1834 aber fand schon der deutsche Chemiker Runge einen der wichtigsten Grundstoffe der künftigen Farbenchemie [Friedlieb Ferdinand Runge, 1794-1867]. Er entdeckte nämlich das Anilin. Die ersten künstlichen Farbstoffe waren Abkömmlinge des Anilins. Sie übertrafen die Naturfarbstoffe an Reinheit und Farbenpracht. Trotzdem konnten sich die pflanzlichen Farbstoffe wegen ihrer Echtheit lange im Handel behaupten. Bald gelang es deutschen Chemikern auch diese Farbstoffe aus den Produkten des Steinkohlenteers herzustellen. Die Herstellung ist in großen Mengen möglich, daher ist der Preis auch niedrig. Nicht jeder Farbstoff kann für alle Faserarten verwendet werden. Man unterscheidet demnach mehrere Farbstoffgruppen, die jeweils für pflanzliche und tierische Fasern in Frage kommen. Säurefarbstoffe sind eine der größten Farbstoffgruppen. Sie kommen zum Färben der Wolle und Seide in Frage. Auch für leichte Damenstoffe zu empfehlen. Zum Färben von Baumwolle werden in Sonderfällen nur einzelne Marken der Säurefarbstoffe verwendet, z.B. das "Säure-Rot" der [...?...]stoffe. Diese Färbung steht aber gegen "Türkisch-Rot" an Waschechtheit weit zurück und ist nicht zu empfehlen. Direktfarben werden ohne Vorbehandlung von den Fasern aufgenommen. Sie sind zum Färben von pflanzlichen Fasern und Viskosekunstseide sehr geeignet. Teilweise wird auch Wolle und Seide damit gefärbt. Der Wert der Direktfarben liegt in ihrer einfachen Färbeweise. Einzelne Farbstoffe dieser Gruppe ergeben Färbungen, die durch eine Nachbehandlung mit Chemikalien in ihrer Licht- und Waschechtheit verbessert werden können. Eine besondere Stellung nehmen in dieser Gruppe die Sirius- und die Siriuslichtfarbstoffe ein, da sie die gewöhnlichen Farbstoffe an Lichtechtheit erheblich übertreffen. Chrom- und Beizfarbstoffe sind nur in Verbindung mit Metallsalzen anwendbar. Entweder wird das Färbegut vorher mit Metallsalzen behandelt, oder man gibt sie nachträglich zu. Diese Färbungen sind echt und werden besonders für Herrenstoffe und Teppichgarne angewandt. Zur Erzielung des bekannten "Türkisch-Rot" findet das zu dieser Gruppe zählende "Alizarinrot" Verwendung. Es ist sehr licht-, wasch-, koch-, chlor- und schweißecht. Das Färben mit den oben genannten Farbstoffen erfolgt teils in offenen Gefäßen, teils in Apparaten unter Verwendung entsprechender Hilfsbeizen. Man färbt nach allmählichem Erwärmen der Färbeflotte [= Färbeflüssigkeit] bei Kochtemperatur. Beim Färben in offenen Gefäßen wird das Färbegut in der Flotte bewegt. Beim Färben in mechanischen Apparaten liegt das Färbegut ruhig und die Färbeflotte wird bewegt. Die gefärbte Ware wird gut gespült und getrocknet. Küpenfärberei: Die Küpenfarbstoffe sind im Wasser unlöslich. Man muß sich erst Lösungen herstellen, die man "Küpen" nennt. Diese Küpen haben eine andere Färbung als der eigentliche Farbstoff. Die Küpenfarbstoffe ziehen als sogenannte Leuterverbindung (?) auf die Faser. Sie werden durch nachfolgende Oxydation, oft schon durch Einwirkung des Luftsauerstoffes auf und in der Faser zum eigentlichen Farbstoff zurückgebildet. So gibt der blaue Indigo eine gelbe Küpe und das in dieser Küpe gefärbte Gewebe zeigt auch zuerst eine gelbe Färbung, die sich in der Luft in das bekannte Blau verwandet. Dieser Färbvorgang erklärt die hohe Echtheit der Köperfärbung. So ergeben die Holodonfarbstoffe, die als Wollküpefarbstoffe bezeichnet werden können, bei Wolle hervorragend echte Färbungen. Auch Indigo dient gleichen Zwecken, wird aber auch bei Baumwolle, Leinen u.s.w. verwendet. Indanthrenfarben gehören auch zur Gruppe der Küpenfarbstoffe. "Indanthren" ist eine Fantasiebezeichnung für die echtesten Farbstoffe und für die damit erzielten Färbungen und Drucke. Das Schutzzeichen hierfür ist das international eingetragene Warenzeichen "Indanthren". Was den Indanthrenfarben ihren besonderen Wert verleiht, ist ihre unübertroffene Gesamtechtheit. Kein Farbstoff erhält ohne besondere Echtheitsprüfungen diese Bezeichnung. Alle Indanthrenfarben sind wasserunlöslilch und können nur in dem vorher beschriebenen Färbeverfahren auf der Faser fixiert werden. Die Pflanzenfasern werdne durch die verwendeten Chemikalien nicht angegriffen. Reine, unerschwerte Seide kann in Pastelltönen indanthren gefärbt werden, nicht aber in leuchtenden Farben. Auch die Indanthrenfärbung ist im Laufe des Gebrauchs geringen Änderungen in Farbton und Farbstärke unterworfen. Man darf Indanthrenstoffe nie in starker Sodalösung kochen oder zusammen mit Stärkewäsche. Soda oder die Bestandteile der Stärke lockern die Indanthrenfarbe. Man darf nur wenig Wäsche in den Kessel legen. Durch gepreßtes Aufeinanderliegen in der kochenden Waschbrühe wird die Wäsche streifig und fleckig. Von den echten Färbungen sind noch Türkischrot und Alizarinrot hervorzuheben, die für Inlaid- und Markisenstoffe Verwendung finden. Die hohe Echtheit dieser Färbungen gab Anlaß zur Auszeichnung mit einem Warenzeichen. Das Kennzeichen der Türkischrot-Färberei gab das Halbmond-Etikett. Entwicklungsfarbstoffe: Unter Entwicklungsfarbstoffen versteht man die Farbstoffe, die erst auf der Faser erzeugt werden. Außer dem Anilinschwarz gehören in diese Gruppe auch die Naphtol-A.S.-Farbstoffe, die im allgemeinen sehr echt sind. Die Arbeitsweise ist einfacher als die bei Türkischrot. Dadurch sind die Färbungen etwas billiger. Sie werden auch zum Färben von Inlaidstoffen benutzt. Naphtolkombinationen sind so hervorragend echt, daß sie mit dem Indanthrenetikett ausgezeichnet werden können. Besonders hervorzuheben ist Indrarot. Die damit hergestellten Färbungen können ebenfalls mit dem Indanthrenetikett ausgezeichnet werden. Dieses erhält dann den Zusatz "Indrarot". An Schönheit und Leuchtkraft des Farbtons, sowie in der Gesamtechtheit, ist Indrarot absolut gleichwertig mit "Türkischrot". [S. 97-103] |
| |
 |
 |
Das BedruckenGeschichtliches Die Methode, durch Auftragen von Farben auf Stoffe diese mehrfarbig gemustert zu gestalten, ist schon sehr alt. Die Völker des Altertums gebrauchten dazu Schablonen. Auf Java war schon in alter Zeit das Batikverfahren bekannt. Bestimmte Stellen des Stoffes wurden mit Bienenwachs bestrichen, gebrochen und dann bei 40-50°C ausgefärbt. Die bewachsten Stellen nehmen keine Farbe an, nur die Bruchstellen. Nach dem Färben wird die Wachsschicht durch Waschen in Benzin entfernt. Die abgedeckten Stellen erscheinen dann als mehr oder weniger stark gesprenkelte Muster. Dieses Verfahren kann man am gleichen Stück beliebig oft wiederholen, so daß man auf diese Weise vielfarbige Muster herstellen kann. Für kunstgewerbliche Arbeiten wird das Batikverfahren auch heute noch angewendet. Ähnliche Effekte kann man erzielen, wenn man Tücher von der Mitte her in Abständen zusammenbindet, ausfärbt, spült und dann wieder löst. Es gibt verschiedene Druckmethoden, und bei allen sind die Vorbereitungsarbeiten äußerst wichtig, um klare Farben und Muster zu erzielen. Baumwollwaren werden vorher gesengt, gerauhte Stoffe geschoren. Stärke und Schlichte muß vorher entfernt werden. Darauf werden die Stoffe gewaschen, gebleicht und wieder gewaschen und getrocknet, gegebenenfalls auch mercerisiert. Von den Wollstoffen werden in erster Linie Kammgarnstoffe bedruckt. Sie werden ebenfalls gesengt und gebrüht, um die Faser in ihrer Lage zu halten. Danach gewaschen, gebleicht, chloriert, um ihnen die Filzbarkeit zu nehmen und gleichzeitig ihre Aufnahmefähigkeit für Farbstoffe zu erhöhen. Nach dem Chloren werden die Stoffe gründlich gespült und getrocknet. Druckfarben Zum Drucken werden im allgemeinen die gleichen Farbstoffe verwendet wie zum Färben. Die Farbstoffe müssen aber für den Druck besonders behandelt werden. Es gibt bei den Indanthrenfarben "für Druck" besondere Marken. Der Farbstoff muß zum Auftragen besonders verdickt werden. Das erreicht man durch Gummilösungen, Stärke, Dextrin und Tragant. Das Verdicken hat den Zweck, das Auslaufen der aufgetragenen Farbstoffe zu verhindern. Zum Fixieren der Farbstoffe werden Chemikalien zugesetzt. Druckverfahren Es gibt verschiedene Druckverfahren, worunter das mechanische Verfahren das wichtigste ist. Es wird mit Walzen- oder Roleauxdruckmaschinen ausgeführt. Das Druckmuster wird in Kupferwalzen eingraviert. In die Vertiefungen wird die Druckfarbe gebracht und auf das Gewebe übertragen. Zu diesem Zweck läuft der Stoff über Leitwalzen, an welche die Musterwalze angepreßt wird. Bei Vielfarbendruck muß jede Farbe mit besonderer Walze gedruckt werden. Die Maschinen leisten ihre Arbeit selbständig und können bis 1000 mtr in einer Std. vielfarbig bedrucken. Die Fixierung der Farben erfolgt bei bedruckter Ware durch Dämpfen. Die Ware wird durch zwei Kammern geführt und einige Zeit mit Feuchtigkeit behandelt (gesättigter Dampf), danach gewaschen und getrocknet. Direkter Druck liegt vor, wenn weiße Ware mit einer Farbe bedruckt wird und so die Färbung hergestellt ist und darauf mit einer zweiten Farbe die Musterung erzielt wird. Eine andere Art, Muster zu erzielen, ist das Aufdrucken von Chemikalien auf gefärbten Stoffen, die die Farbe an diesen Stellen zerstört. Diese Druckart nennt sich Ätze. Zum Unterschied des Ätzdruckes ist der Reservedruck zu nennen. Hier wird eine Schutzmasse auf den Stoff gedruckt, die das Zustandekommen einer Färbung an diesen Stellen verhindert. Diesen Schutzmassen können auch Farbstoffe zugesetzt werden. Man unterscheidet dann weiße und bunte Reservedrucke. Ein typisches Beispiel für Ätzdrucke sind die bekannten blauen Stoffe in Baumwolle, Kunstseide, Wolle mit den weißen oder bunten Tupfen. Während bei weißen Punkten die Ätze den Farbstoff weggefressen hat, wird bei den bunten Punkten die Grundfärbung zerstört und gleichzeitig ein anderer Farbstoff aufgedruckt. Bauernleinen ist für den Reservedruck beispielhaft. Hier werden die weißen Stellen durch Aufdrucken einer Schutzreserve erzeugt, dann das Leinen blau gefärbt. Alle diese Druckstoffe müssen nach dem Dämpfen gut gewaschen werden, damit das Gewebe durch die ätzenden Chemikalien nicht zerstört wird. Handdruck. In früheren Zeiten wurde ausschließlich der Handdruck verwendet. Der Stoff wird auf den Tisch gelegt. Der Stempel, auf dem das Muster in erhabener Form zu sehen ist, heißt Model. Das Model wird auf ein Farbkissen gepreßt und dann auf den Stoff gedrückt. Für jedes Teilmuster und für jede Farbe werden neue Druckformen benötigt, man ist also unbeschränkt in der Verwendung der Muster und Farben. Für kunstgewerbliche Stoffe in kleineren Mengen findet der Handdruck auch heute noch seine Anwendung, ebenso auf dem Lande. Auch zarte Stoffe, die sich beim Durchlaufen durch die Druckwalze verschieben, werden mit der Hand bedruckt. Guter Handdruck wird immer höher bewertet als Maschinendruck. Filmdruck. Der Filmdruck ist eine besondere Art des Handdruckes. Der Stoff liegt ausgebreitet auf 40-50 mtr langen Tischen. Die Bildung des Musters erfolgt mit Hilfe von Schablonen. Hierzu benutzt man Seidengaze, die auf feste Rahmen gespannt ist. Die Stellen, die frei bleiben sollen, werden abgedeckt. Durch Verwendung verschiedener Schablonen kann man viele Farben auftragen. Filmdruck wird verwendet bei großflächigen Mustern, weil beim Maschinendruck die Herstellung von Walzen mit großen Durchmessern nötig wäre und das zu teuer ist. Ebenso bei kleinen Aufträgen, da sich hierbei die Herstellung der teuren Kupferwalzen nicht lohnt. Spritzdruck. Auch bei Spitzendruck wird das Gewebe auf Tischen ausgebreitet. Man arbeitet mit Schablonen, die aus dünnem Zinkblech, Pappe oder Celluloid bestehen. Das Auftragen der Druckfarben, die mäßig dick sind, erfolgt mit Spritzpistolen. Hiermit lassen sich sehr zarte Muster erzielen. Kettdruck. Beim Kettdruck wird nur das Kettgarn bedruckt. Durch das spätere Verweben entstehen besondere Effekte. Die Konturen erscheinen verschwommen. Der Kettdruck findet Anwendung bei Kleider- und Gardinenstoffen, Bändern u.s.w., ebenso in der Teppichweberei. Aber hier entstehen klare Muster durch Verweben mit entsprechend gefärbten Schußgarnen. [S. 103-107] |
 |
|
Blaudruck, Tischband |
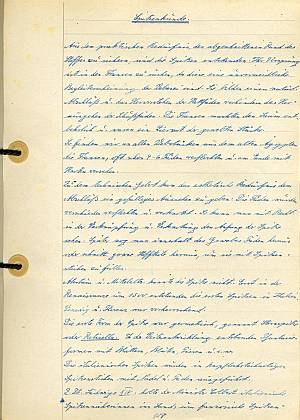
SpitzenkundeAus dem praktischen Bedürfnis, den abgeschnittenen Rand des Stoffes zu sichern, sind die Spitzen entstanden. Ihr Ursprung ist in den Fransen zu suchen, da diese eine unvermeidliche Begleiterscheinung der Weberei sind. Sie bilden einen natürlichen Abschluß, und das Hervorstehen der Kettfäden verhindert das Herausgehen der Schußfäden. Die Fransen machten den Saum entbehrlich und waren ein Zierrat der gewebten Stücke. So finden wir an allen Webstücken aus dem alten Ägypten die Fransen, oft schon 4-6 Fäden verflochten und am Ende mit Knoten versehen. Zu dem technischen Gebot kam das ästhetische Bedürfnis dem Abschluß ein gefälliges Aussehen zu geben. Die Fäden wurden verschieden verflochten und verknotet. So kann man mit Recht in der Verknüpfung und Verknotung den Anfang der Spitze sehen. Später zog man innerhalb des Gewebes Fäden heraus oder schnitt ganze Stoffteile heraus, um sie mit Spitzenstücken zu füllen. Altertum und Mittelalter kannten die Spitze nicht. Erst in der Renaissance um 1500 entstanden die ersten Spitzen in Italien. Venedig und Florenz waren vorherrschend. Die erste Form der Spitze war geometrisch, genannt Sternspitze oder Reticella. In der Weiterentwicklung entstanden Phantasieformen mit Blättern, Blüten, Tieren u.s.w. Die italilenischen Spitzen wurden in knopflochstichartigen Spitzenstichen mit Nadel und Faden ausgeführt. Z. Zt. Ludwigs XIV. holte der Minister Colbert italienische Spitzennäherinnen ins Land, um französische Spitzenmanufakturen zu errichten. So entstanden die französischen Spitzenstädte wie Valencienne, Tüll [Tulle] und Alençon. Barockzeit und Rokoko waren die Blütezeiten der Spitze. Neben Frankreich traten die Niederlande mit der Spitzenherstellung hervor, so die Städte Mecheln, Brügge, Gent und Brüssel. Neben die Nadelspitze trat die Klöppelspitze. Begründet ist die hochwertige flämische Spitzenklöppelei in dem belgischen Flachs. Auch in Deutschland haben wir eine Handspitzenherstellung. Im Erzgebirge, Annaberg (Barbara Uttmann) und in der Pfalz. Bekannt sind ferner die Spitzenschulen der Fürstin Pless in Hirschberg und d. Klöppelwerkstatt Leni Mathäi in Hannover. |
| |
 |
 |
|
|
Arten Es gibt drei Gruppen: 1. echte Spitzen oder Handarbeit, 2. halbechte Spitzen oder Handarbeit auf Maschinengrund, 3. unechte Spitzen oder Maschinenarbeit. Material kann sein Leinen, Wolle, Baumwolle, Seide, Kami, Kunstseide. 1. Hand- oder Nadelspitzena: NadelspitzeDie älteste Art ist die italienische Guipure ohne Spitzengrund, wobei die einzelnen Muster durch Stege zusammengefügt werden. Eine andere Spitze ist die Venezianer Paint de Venise, eine Guipurespitze mit erhabenem Muster, also eine Reliefspitze. Die Venezianerspitze wurde weitergebildet durch die Rosalinenspitze, in der Stege, Brücken, Knötchen und Röschen angebracht wurden. In Frankreich wurden mit der Zeit sehr feine Muster hergestellt, die einen besonderen Spitzengrund erforderten. Dieser Grund war ausschlaggebend für die Unterschiede der einzelnen Spitzen und deren Benennungen. b: Klöppelspitze ist geflochtene Handarbeit. Bei der Herstellung werden einzelne Fäden auf Spulen gewickelt. Im 18. Jahrh. hat die Klöppelei in Valencienne sehr feine Werke der Textilkunst geschaffen. Zu einer 10 cm breiten Valenciennespitze waren 800 Klöppel nötig, und auf Daumenbreite zählte man oft 100 neben- und übereinander liegende Fäden. Die bekanntesten Arten der Handklöppelspitzen sind:
besonders irische Spitzen mit aufliegenden Blättchen und Röschen d: Knüpfspitze oder Macramee, hängende, freie Kettfäden eines Gewebes werden verknüpft und verknotet. e: Strickspitze Mit Hilfe von feinen Stricknadeln wird diese Spitze in der allgemein bekannten Technik hergestellt. f: Ocispitze [Occhi] wird mit Hilfe des Ocischiffchens gearbeitet. g: Teneriffaspitze hat Sonnen- und Sternenform, sie wird über einen Karton von der Mitte ausgehend gearbeitet. h: Jerusalemspitze wird in der Hauptsache in Jerusalem frei mit der Nadel gearbeitet und ist sehr dauerhaft. Die Muster bestehen aus Sternchen und Rosetten. 2. Halbechte SpitzenHandarbeit auf maschinell hergestelltem Grund, z.B. Brüsseler-, Filet- und Tüllspitzen.3. MaschinenspitzenDiese werden hauptsächlich hergestellt im Erzgebirge, in Wuppertal-Barmen, Schlesien, England, Frankreich, Italien und die Stickereispitze in der Schweiz.Artena: Gewebte oder Tüllspitzenentstehen dadurch, daß bei der Herstellung eines Tüllgrundes gleichzeitig die Muster durch eine Jacquardmaschine eingewebt werden. Je nach Art des Grundes führen diese Arten die Namen der entsprechenden Handspitzen. b: Gestickte Spitzen werden unter Benutzung eines Grundstoffes auf der Stickmaschine hergestellt. Dieser Grundstoff ist meist locker und wird nach dem Besticken festgeätzt. Die Herstellungsart nennt man Luftstickerei, deshalb heißen diese Spitzen Luft- oder Ätzspitzen. Wird das Muster erhaben gestickt, so heißt die Spitze "Spachtel". Auf diese Weise werden die heutigen Spitzenstoffe hergestellt. Gewebte und gestickte Maschinenspitzen sind heute so gut nachgeahmt, daß sie häufig von Laien kaum von den echten Spitzen unterschieden werden können. Maschinenspitzen können sehr preiswert hergestellt werden und finden für Damenbekleidung Verwendung. c: Geklöppelte Spitzen werden auf der Klöppelmaschine hergestellt. Der Lauf der Klöppel wird durch die Jacquardmaschine geregelt. Hier werden die einfachen Klöppelarbeiten täuschend den echten Spitzen nachgebildet. Hand- und Maschinenklöppelei unterscheiden sich dadurch voneinander, daß letztere regelmäßiger und fester geklöppelt sind und sich härter anfühlen. 4. Weißstickereia: HandstickereiHierunter versteht man das Benähen eines Stoffes durch verschiedenartiges Ein- und Aufnähen von Fäden. Die Weißstickerei arbeitet mit rohem und gebleichtem Leinen, Baumwoll- und Kunstseidengeweben als Unterlage und mit Stickfäden aus dem gleichen Faserstoff. Zu diesem Gebiet gehört auch das verschiedenartige Bearbeiten von Stoffrändern mit der Sticknadel. Solche Stickarbeiten werden im Handel als Schweizer Stickereien bezeichnet, weil in der Schweiz die ersten Stickmaschinen verwendet wurden. Man unterscheidet bei der Weißstickerei Hochstickerei, Ajourarbeit, Durchbrucharbeit und Piquéstickerei. Eine gute und teure Handstickerei ist die Madeira- oder Lochstickerei, die ursprünglich nur auf der Insel Madeira hergestellt wurde. b: Maschinenstickerei Hier unterscheidet man zwei Arten: 1. solche, die mittelst einer Nadel und einem Faden in verschiedenen Sticharten gestickt sind. 2. solche, die mit Nadel und einem Schiffchen hergestellt werden. Die ersteren werden auf den Schw. Stickmaschinen angefertigt und sind bedeutend besser als die letzteren, die auf der Schiffchenmaschine hergestellt werden, nur sind die letzteren Stickereien billiger herzustellen. Bei einiger Kenntnis lassen sich die beiden Stickereiarten leicht an dem einfachen und doppelten Faden erkennen, was besonders auf der Rückseite zu erkennen ist, und zwar an dem Übergangs- oder Schiffchenfaden, der zum Festhalten der Nadelfäden umschlungen ist. Die Behandlung und Reinigung der Spitzen.Spitzen sollen stets flach ausgebreitet und liegend aufbewahrt werden. Besonders wertvolle Spitzen sollten auf eine Unterlage von weichem Stoff aufgeheftet werden.Die Reinigung: Man wickelt d. Spitze spindelförmig auf eine mit Sand gefüllte Flasche. Das Ende wird festgeheftet und das Ganze mit weißem Musselin überspannt. Hierauf legt man die Flasche über Nacht in weiches Wasser, in dem gute Seife gelöst wird, und bringt Leinen- und Baumwollspitze langsam zum Kochen. Die Lauge muß so oft erneuert werden, bis sie klar bleibt. Dann in lauwarmem Wasser gründlich spülen. Man läßt die Spitze auf der Flasche gut antrocknen, dann spannen und bügeln. Den gelblichen Ton erhalten die Spitzen, indem man sie nach dem Waschen in rohe Milch legt. Zum Steifen kann man Weizenstärke nehmen, der man einige Tropfen schwarzen Kaffee zusetzt, um einen cremefarbigen Ton zu erzielen. Auch Tee kann genommen werden. Spitzen wringt man nie aus. Reliefspitzen werden nie gebügelt, nur genadelt. Echte Spitzen, die durch Alter, häufigen Gebrauch oder schlechte Behandlung verdorben sind, sollen einige Tage vor dem Waschen in Olivenöl gelegt werden, wodurch der Zwirn seine frühere Geschmeidigkeit erhält und ein etwaiges Ausbessern der Spitze erleichtert wird. [S. 108-113] |
  Barmer Maschinenspitzen der Firma Henkels in Langerfeld (Wuppertal) um 1910-1920  2012 Spitzenkunstwerke einer niederländischen Klöpplerin |
KnöpfeFrüher dienten Knöpfe ausschließlich als Verschlußmittel, heute auch als Verzierung. Knöpfe werden in verschiedenen Formen und Größen hergestellt. Die gebräuchlichsten Knopfarten sind folgende: Beinknöpfe werden aus Knochen gedreht. Hierher gehören auch die Elfenbeinknöpfe. Galalit- oder Kunsthornknöpfe (Milchstein, Kasein) nehmen heute in der Knopffabrikation die 1. Stelle ein. Der Stoff wird aus dem in der entrahmten Kuhmilch enthaltenen Käsestoff gewonnen, der erst seit 1908 zur Herstellung dieser Imitationen Verwendung findet. Die Masse ist sehr zähe, fest und leicht. Sie kann in allen Farben, durchsichtig, gestreift, marmoriert in Gold- und Silbereffekten hergestellt werden. Glasknöpfe kommen in der Hauptsache aus dem Erzgebirge für die ganze Welt in den Handel. Sie sind glatt geschliffen, gefärbt, bemalt, gemustert. Hornknöpfe bestehen aus dem Hornmaterial zahlreicher Horn- und Huftiere. Sie sind sehr dauerhaft. Schildpattknöpfe werden aus den Platten der Schildkröten hergestellt. Holzknöpfe werden aus den verschiedensten Hölzern hergestellt und kommen roh, poliert und bemalt in den Handel. Jetknöpfe sind tiefschwarz und leicht. Sie werden wegen ihres hohen Preises oft durch Glas ersetzt. Jet ist mit Erdharz getränkte Braunkohle. Lederknöpfe Knopfformen werden mit rohem und gefärbtem Leder überzogen. Metallknöpfe Abgesehen von Gold- und Silberknöpfen sind alle Metallknöpfe von großer Bedeutung, da sie wegen ihrer Form und Ausschmückung überall Verwendung finden. Perlmutterknöpfe werden aus den Schalen verschiedener Muscheln hergestellt (weiß, grau, grün, rot, lila) Posamentknöpfe werden durch Handarbeiten wie Häkeln und Stricken hergestellt. Steinusknöpfe [= Steinnussknöpfe] stellt man aus dem weißen, harten Samen gewisser Palmenarten her. Durch Färben und Polieren können sie jede beliebige Farbe erhalten. Sie zerspringen leicht bei harten Berührungen. Stoffknöpfe sind mit Stoff überzogene Holz-, Papp- und Metallformen. Wäscheknöpfe sind mit Zwirn übersponnene Metallringe oder mit Batist überzogene Metallscheiben, die durchlocht sind. Zelluloidknöpfe sind ein äußerst minderwertiges Knopfmaterial und feuergefährlich. |
ZutatenDazu gehören: Patenthaken, die ein Selbstöffnen verhindern. Druckknöpfe sind praktische Verschlußmittel. Miederband ist ein 3-5 cm breites, steifes Band aus Baumwolle, Papier und Kunstseide, oft noch mit Fischbeinstäbchen versteift. Haken und Ösen dienen als Verschlußmittel. Sie sind aus Eisendraht und schwarz lackiert oder aus Messingdraht und vernickelt oder versilbert. Nahtband ist ein etwa 1 cm breites Band aus Leinen, Kunstseide, Baumwolle u.s.w. und dient zum Einfassen von Schnittkanten. Reißverschluß ist ein Verschluß für Kleider, Röcke, Taschen u.s.w., bestehend aus zwei Rändern mit je einer Reihe Zähnchen, die durch einen Schieber ineinander gepreßt oder auseinander gerückt werden. Er besteht aus Metall oder Kunstharz. Armblätter dienen zum Schutz des Oberstoffes. Sie haben als schweißundurchlässige Einlage eine Gummi- oder Werkstoffschicht. Das Äußere besteht aus Batist, Tricot oder Kunstseide. Taillenband ist ein 3-4 cm breites geköpertes Band aus Eisengarn, Seide oder Halbseide. Steifleinen ist appretierte Rohleinwand, die auch den Namen Schneiderleinen führt. Roßhaar oder Haustuch ist ein sehr guter elastischer Versteifungsstoff, dessen Kette aus Baumwolle oder Zellwolle, der Schuß aus Roßhaar oder Kamelhaar besteht. Wolleinen besteht in Kette und Schuß aus reiner Wolle. Watteline ist ein leichtes, warmes Zwischenfutter. Es besteht aus einer losen, weitmaschigen Wirkware, worin kleine Wollflöckchen hängen, die rechts aufgerauht werden. |
AusputzBänder sind Gewebe, die im Verhältnis zu ihrer Länge nur geringe Breite haben. Sie werden in vielfacher Ausführung verwendet und in allen Bindungen und aus allen textilen Spinnstoffen auf Bandwebstühlen hergestellt. Sie unterliegen sehr dem Modeeinfluß. Borten werden aus Wolle, Seide, Baumwolle, Kunstseide hergestellt und je nach ihrer Verwendung mit Perlen, Flitter, Jet oder Gold- und Silberfäden besetzt. Chenillen sind Gewebe in Kordelform mit Flor aus Wolle und Seide. Fransen, Quasten (Posamenten) werden in vielerlei Formen aus Seide, Kunstseide oder mercerisierter Baumwolle hergestellt. Gimpen und Biesen bestehen aus einem minderwertigen Innenmaterial, welches mit einem besseren Material umsponnen ist. Grelots sind umsponnene Holzkugeln, die mittels einer Kordel an Borten befestigt werden. Paspelkordeln sind lose gedrehte Baumwollkordeln und dienen als Abschlußverzierung. Soutache bestehend aus zwei Baumwollschnürchen, die mit Wolle oder Seide übersponnen sind. Tressen werden aus Wolle (Mohair), Seide und Kunstseide in verschiedenen Breiten auf der Klöppelmaschine hergestellt. Als Ausputz werden auch verschiedenartige Perlen und Flitter aufgenäht. Glasperlen in allen Farben, Metallperlen, Wachs- und Jetperlen u.s.w. [S. 117] |
Quelle:
|
www.zeitspurensuche.de
Copyright © 2012 Marina Alice Mutz. Alle Rechte vorbehalten.